Độ co ngót của nhựa là tỷ lệ co thể tích của polyme từ trạng thái nóng chảy sang trạng thái cứng và nguội. Hầu hết sự co rút xảy ra trong khuôn khi làm nguội. Một lượng nhỏ co ngót xảy ra sau khi tiêm khi phần đúc tiếp tục nguội. Co ngót toàn bộ là kết quả của co rút khuôn và co ngót sau.
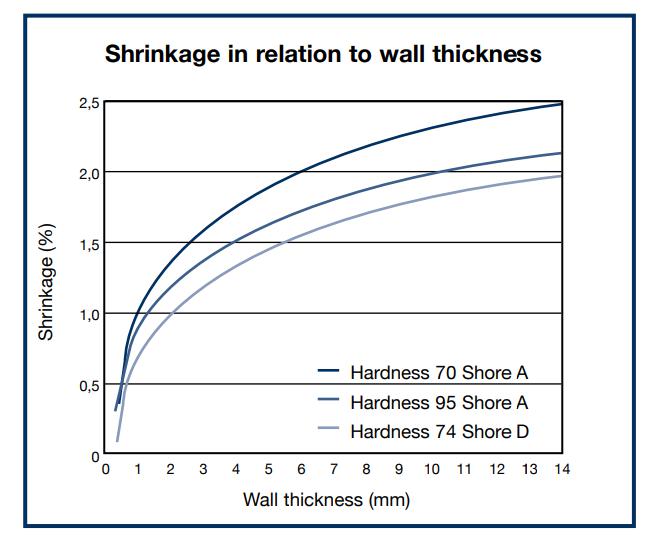
Độ co rút của nhựa dẻo TPU dao động từ 0,1% đến 1%. Sự co rút của các đường gờ TPU bị ảnh hưởng bởi một số thông số bao gồm thiết kế bộ phận, độ dày thành, thiết kế cổng và điều kiện xử lý, Nhiệt độ nóng chảy và khuôn cũng như áp suất phun và giữ. Độ dày thành càng dày thì độ co ngót của TPU càng cao, độ cứng của bờ càng thấp thì độ co ngót của TPU càng cao. Vui lòng tham khảo Hình bên dưới về độ co ngót của các loại TPU liên quan đến độ dày thành và độ cứng Shore.
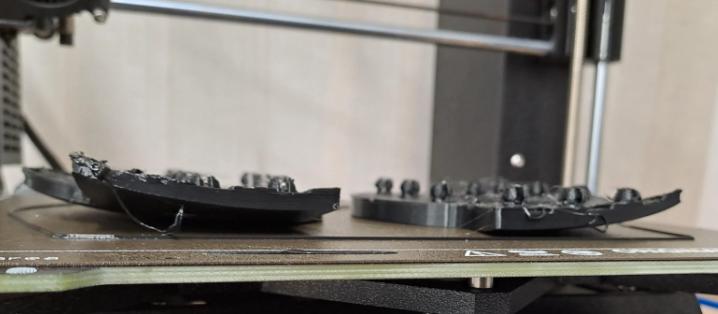
Sự co thể tích này gây ra bởi sự co ngót của polyme thường dẫn đến các bộ phận được bọc và sự khác biệt về kích thước. Đối với các bộ phận yêu cầu kích thước ổn định và các sản phẩm lắp ráp liền mạch, lượng co ngót cần được dự đoán chính xác.

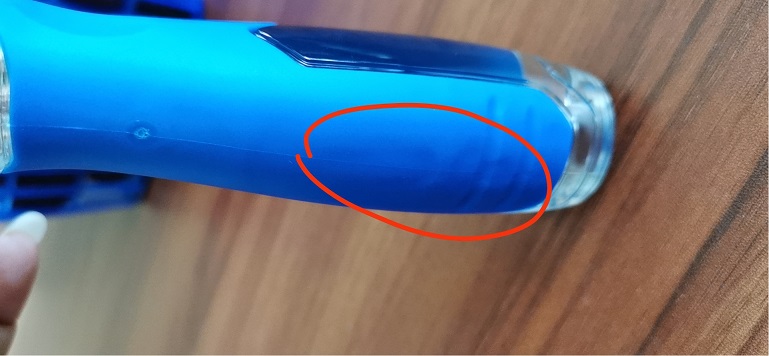

Đối với lỗi sản phẩm do co ngót, vui lòng thử giải quyết bằng các mẹo dưới đây:
Tăng áp suất phun
Tăng thời gian giữ gói hoặc thời gian làm mát
Nhiệt độ nóng chảy TPU thấp hơn
Nhiệt độ khuôn TPU thấp hơn
Áp suất giữ thấp hơn
Địa chỉ email
koslen@163.comSố liên lạc
18900373733Địa chỉ
Petrochemical light industry community,Wangchuan Town,Hui an County



Nếu Bạn quan tâm đến sản phẩm của chúng tôi và muốn biết thêm thông tin chi tiết, vui lòng để lại tin nhắn tại đây, chúng tôi sẽ trả lời bạn ngay khi có thể

 Mạng IPv6 được hỗ trợ
Mạng IPv6 được hỗ trợ