TPU màng được hình thành bằng cách xử lý đùn các hạt TPU, chủ yếu bao gồm đúc thổi, đúc, calendering và lớp phủ đùn. màng TPU thổi có thể được sử dụng cho vật liệu giày, vải quần áo không thấm nước và trong suốt, vật tư y tế và quốc phòng, bao bì vũ khí, lều, thiết bị thể thao và giải trí, băng vệ sinh, đồ chơi và bao bì đồ dùng dân dụng hàng ngày. Đây là bộ phim TPU được sử dụng rộng rãi nhất. Màng TPU đúc có thể được sử dụng trong vật liệu giày, vải quần áo chống thấm nước và ẩm, bao bì vũ khí, lều, quần áo thể thao, nhu yếu phẩm hàng ngày, v.v.; calendering chủ yếu được sử dụng trong sản xuất các sản phẩm tấm TPU, tấm TPU được sử dụng trong sản xuất dây đeo vai trong suốt, vật liệu đóng gói y tế, phim dán kính an toàn chống đạn, băng tải, vật liệu nội thất, lớp lót và các sản phẩm khác; Lớp phủ đùn thường được sử dụng để sản xuất vải composite. TPU được phủ cùng một lúc với các loại vải không dệt, vải công nghiệp và vải may mặc để tạo thành các loại vải tổng hợp, có thể được sử dụng cho các loại vải may mặc, nhãn hiệu, găng tay, v.v. Lỗi chất lượng phổ biến nhất của chất đàn hồi polyurethane nhựa nhiệt dẻo TPU phim là mắt cá. Hình sau phân tích yếu tố ảnh hưởng của chất lượng nguyên liệu, phương pháp chế biến và thiết bị.
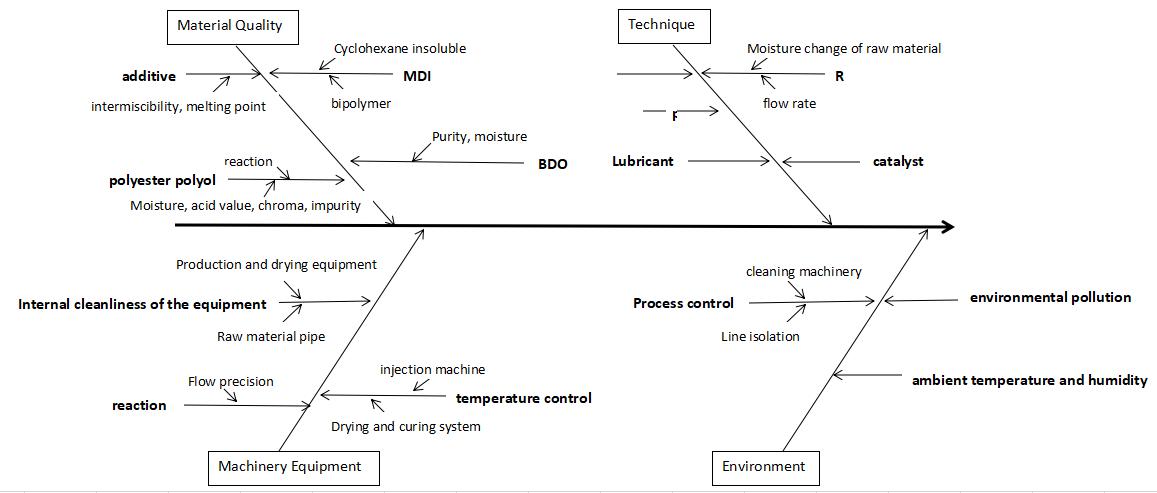
Chất lượng nguyên liệu của TPU
TPU thường được hình thành bởi phản ứng của polyeste hoặc polyether polyol, diisocyanate và chất kéo dài chuỗi glycol phân tử nhỏ. Khi tổng hợp TPU từ polyester diol hoặc polyether diol, diphenylmethane-4,4'-diisocyanate (MDI) và chất kéo dài chuỗi 1,4-butanediol (BDO), nó có thể xảy ra phản ứng phụ của các liên kết chéo như urê, allophanate và biuret ở nhiệt độ và lượng vết nhất định Khi có hơi ẩm hoặc tạp chất kim loại vết hoặc các tạp chất khác.
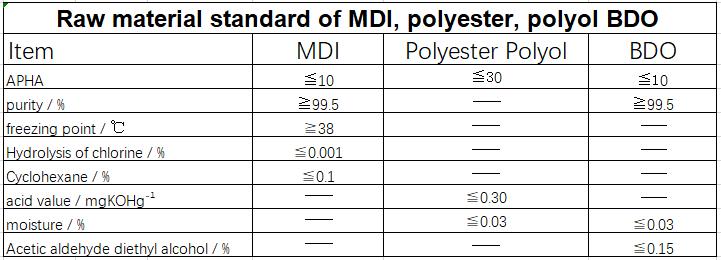
Vì vậy, phải kiểm soát chặt chẽ chất lượng nguyên liệu TPU để giảm mắt cá trong màng TPU. Bảng sau đây trình bày một số tiêu chuẩn nguyên liệu sản xuất TPU để bạn tham khảo.
Trong khi đó, ảnh hưởng của các chất phụ gia cũng phải được tính đến. Nó cần phải xem xét khả năng tương thích hoặc điểm nóng chảy với polyeste hoặc polyether polyol, khi thêm phụ gia vào polyeste hoặc polyether polyol. Yêu cầu rằng các chất phụ gia sẽ không bị phân hủy và cacbon hóa để tạo thành tạp chất trong nhiệt độ xử lý TPU cao như 200 ~ 220 ℃. Đó là lý do tại sao khả năng chịu nhiệt độ cao và nhiệt độ phân hủy phải được xem xét cho tất cả các chất phụ gia ..
Quá trình
kiểm soát quá trình đặc biệt quan trọng đối với sự ổn định của sản phẩm và kiểm soát mắt cá. Kiểm soát quá trình chủ yếu bao gồm sự ổn định của dòng nguyên liệu, chỉ số tan chảy (giá trị MI) phát hiện và kiểm soát tại chỗ, và hoạt động phản ứng của nguyên liệu. Quá trình sản xuất TPU bao gồm làm sạch thiết bị, điều chỉnh nhiệt độ xử lý và tốc độ trục vít, số lượng lưới lọc, hiệu ứng bôi trơn và các điểm kiểm soát khác. Cần thêm một số chất bôi trơn bổ sung để cải thiện hiệu ứng bề mặt và độ lưu động. Các yếu tố ảnh hưởng chính và giải pháp như chỉ số isocyanate (giá trị R) và giá trị MI trong quá trình sản xuất và chế biến được trình bày trong bảng dưới đây.
Mục kiểm soát | Yếu tố ảnh hưởng | Solution |
R | 1. độ ẩm của nguyên liệu | Kiểm soát độ ẩm của nguyên liệu trong khoảng 0,03% |
2. Sự dao động của dòng chảy dịch | Đặt phạm vi dao động dòng chảy trong vòng 0,02% | |
MI | thay đổi giá trị R | Kiểm soát độ ẩm của nguyên liệu trong khoảng 0,03% |
Đặt phạm vi dao động dòng chảy trong vòng 0,02% | ||
phản ứng ion | 1. Loại chất xúc tác | Chọn chất xúc tác không dễ bị thủy phân |
2. Phương pháp bổ sung chất xúc tác | Thêm chất xúc tác bên để ngăn chặn quá trình thủy phân chất xúc tác trong polyeste hoặc polyete polyol | |
lubri không thể | Loại và lượng chất bôi trơn | Chọn chất bôi trơn bên trong và bên ngoài thích hợp và thêm lượng để giảm cặn |
pr ocess | Bộ phân tích | Tăng lưới lọc |
Chất bôi trơn | Bôi trơn bên ngoài để ngăn sự tan chảy dính vào bên trong của vít hoặc |
Quá trình xử lý hỗn hợp TPU với các giá trị R khác nhau (hoặc các giá trị MI khác nhau) sẽ ảnh hưởng đến mắt cá của sản phẩm phim TPU. Bảng sau đây cho thấy ảnh hưởng của các giá trị R và MI khác nhau lên mắt cá của phim.
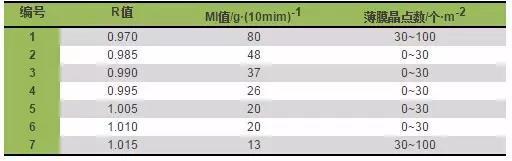
Nếu giá trị R hoặc giá trị MI quá thấp hoặc quá cao, lượng mắt cá trên một đơn vị diện tích là tương đối lớn. Điều này là do sự khác biệt về mức độ trùng hợp dẫn đến sự phân bố rộng rãi của khối lượng phân tử tương đối. Sự khác biệt khối lượng phân tử tương đối với sự khác biệt nhiệt độ nóng chảy và dẫn đến mắt cá như TPU có khối lượng phân tử tương đối cao không dễ nóng chảy. Do đó, giá trị R của TPU thường được chọn trong khoảng 0,985 đến 1,010 để sản xuất phim trong suốt. Ngoài ra, tốc độ dòng chảy khác biệt của ba thành phần sẽ trực tiếp dẫn đến sự khác biệt về giá trị R và giá trị MI. Điều quan trọng là phải kiểm soát tốc độ dòng chảy ba thành phần. Thực nghiệm cho thấy sự khác biệt của giá trị MI ≥ 10, và sự trộn lẫn các sản phẩm có R <1 và R> 1 có thể gây ra mắt cá.
Địa chỉ email
koslen@163.comSố liên lạc
18900373733Địa chỉ
Petrochemical light industry community,Wangchuan Town,Hui an County



Nếu Bạn quan tâm đến sản phẩm của chúng tôi và muốn biết thêm thông tin chi tiết, vui lòng để lại tin nhắn tại đây, chúng tôi sẽ trả lời bạn ngay khi có thể

 Mạng IPv6 được hỗ trợ
Mạng IPv6 được hỗ trợ