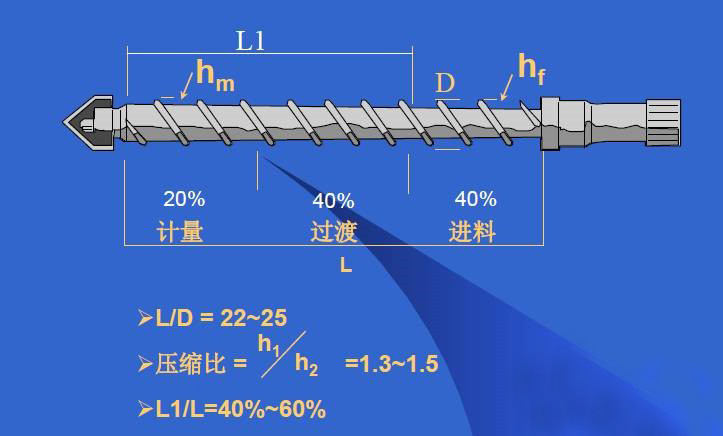
Có nhiều nguyên nhân gây ra hiện tượng trượt thùng trục vít. Ví dụ, sự mài mòn của trục vít và thùng. Tỷ số nén của trục vít máy ép phun, nếu phần tiếp liệu quá ngắn và tỷ số nén quá nhỏ sẽ dẫn đến giảm khả năng vận chuyển và trượt trục vít. Sự cố của van một chiều (van một chiều) cũng có thể dẫn đến trượt trục vít. Ngoài ra, tính đồng nhất của nguồn cấp dữ liệu sẽ ảnh hưởng đến sự đồng nhất chế biến của nguyên liệu thô, nó có thể gây ra sự vận chuyển đồng đều của sự tan chảy và dẫn đến trượt trục vít!
Phân tích các thông số quá trình
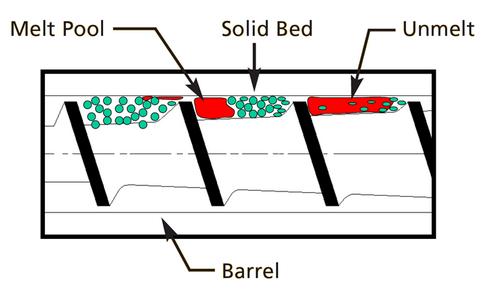
Nhiệt độ thấp ở phần sau của thùng thường là nguyên nhân gây trượt trục vít phun. Thùng của máy ép phun được chia thành ba phần. Ở phía sau của phần tiếp liệu, một lớp mỏng polyme nóng chảy được hình thành trong quá trình gia nhiệt và nén sẽ giúp vận chuyển TPU hạt . Nếu không có lớp mỏng này, viên rất khó vận chuyển về phía trước. Khi thiết bị và thùng nạp quá nhỏ, thời gian cư trú của vật liệu trong thùng quá ngắn sẽ tạo thành lớp polyme nóng chảy mỏng này. Thời gian tồn tại của vật liệu trong thùng quá ngắn làm cho polyme nóng chảy hoặc trộn không đủ sẽ làm cho trục vít bị trượt hoặc dừng lại.
Phương thức giao dịch
1. Thêm một lượng nhỏ vật liệu nhựa vào cuối thùng để làm sạch và kiểm tra nhiệt độ nóng chảy. Nhiệt độ nóng chảy sẽ thấp hơn giá trị cài đặt của nhiệt độ thùng nếu thời gian lưu trú ngắn.
2. Các vết cẩm thạch, đốm đen hoặc vệt sáng có thể xuất hiện trong các sản phẩm phun khi vật liệu không được trộn đều trong thùng.
3. Đôi khi nhiệt độ thùng phải được tăng lên trên cài đặt khuyến nghị để đạt được sự hài hòa trong việc quay và rút vít
Đặt áp suất ngược quá cao cũng có thể khiến vít bị đơ hoặc trượt. Việc tăng cài đặt áp suất ngược cũng làm tăng năng lượng đi vào vật liệu. Nếu áp suất ngược được đặt quá cao sẽ ảnh hưởng xấu đến chất lượng sản phẩm và thời gian chu trình. Áp suất ngược có thể được điều chỉnh bằng van điều khiển trên thùng phun.
Phân tích thiết bị
Nếu có những chỗ mài mòn trên trục vít và thùng, trục vít không thể vận chuyển vật liệu về phía trước một cách hiệu quả và sự trượt trục vít của máy ép phun gây ra. Cần kiểm tra vít và thùng và kiểm tra khe hở giữa hai trong trường hợp này. Thay thế hoặc sửa chữa các bộ phận nếu khe hở ăn khớp giữa vít và thùng vượt quá giá trị tiêu chuẩn. Nếu phần tiếp liệu quá ngắn sẽ gây ra tình trạng tiếp liệu không đủ dẫn đến trục vít bị trượt. Khi phần tiếp liệu ngắn hơn, tỷ lệ nén thấp hơn, sẽ có tỷ lệ nén tốt nhất khác nhau cho các vật liệu đúc phun khác nhau. Sự cố của vòng kiểm tra (van một chiều) cũng có thể gây trượt trục vít.
Bảng dữ liệu về tỷ lệ nén cho các vật liệu nhựa khác nhau
LOẠI NHỰA | CHO ĂN ĐOẠN VĂN | ĐOẠN NÉN | TẤT CẢ TRÊN |
Nhựa không tinh thể nhựa kết tinh | 10% -25% toàn thời lượng 60% -65% thời lượng đầy đủ | 55% -65% toàn thời lượng 1-2 quảng cáo chiêu hàng | 22% -25% toàn thời lượng 25% -35% toàn thời lượng |
TÊN NHỰA | C TỶ LỆ NHÂN LỰC | TÊN NHỰA | TỶ LỆ NÉN |
PVC cứng (viên nén) | 2,5 (2-3) | PA-6 | 3.5 |
PVC cứng (bột) | 2-4 (2-5) | PA-66 | 3.7 |
PVC mềm (viên nén) | 3,2-3,5 (3-4) | PA-11 | 2,8 (2,6-4,7) |
PVC mềm (bột) | 3-5 | PA-1010 | 3 |
PE | 3-4 | FEP | 3.6 |
PP | 3,7-4 (2,5-4) | ABS | 1,8 (1,6-2,5) |
PS | 2-2,5 (2-4) | POM | 4 (2,8-4) |
PMMA | 3 | PC | 2,5-3 |
MMS | 3 | PPO | 2 (2-3,5) |
MC | 1,7-2 | PSU | 2-3 |
THÚ CƯNG | 3,5-3,7 | PH | 2,5-4 |
CPE | 2,5-3,3 (2-4) | TPU | 1,25 |
Hình dạng và kích thước của thùng cấp nhựa không phù hợp dẫn đến việc vận chuyển vật liệu không ổn định cũng là nguyên nhân gây trượt nhiều vít ép phun. Nói chung các hạt nhựa có kích thước đồng đều có thể được xử lý tốt trong thùng cấp liệu vuông, nhưng sẽ dễ bị trượt khi thêm nguyên liệu tái chế trong đó. Cố gắng sử dụng một thùng tròn có độ dốc nhẹ ở đáy để làm vật liệu tái chế và xử lý hạt nhựa mới.
Phân tích vật liệu
Hình dạng và kích thước của các phần tử nguyên liệu sẽ ảnh hưởng đến tính liên tục của quá trình cấp nguyên liệu. Viên có hình dạng không đều sẽ khó cho ăn, các nhà máy ép có thể tăng cường nhiệt độ ở phần sau của thùng để làm cho nguyên liệu bắt đầu tan chảy nhanh hơn. Thêm vào đó, độ ẩm cao của chất liệu nhựa cũng dễ gây ra hiện tượng trượt vít. Vì vậy, khi xử lý vật liệu hút ẩm nylon và TPU, vật liệu nhựa phải được làm khô kỹ lưỡng.

Địa chỉ email
koslen@163.comSố liên lạc
18900373733Địa chỉ
Petrochemical light industry community,Wangchuan Town,Hui an County



Nếu Bạn quan tâm đến sản phẩm của chúng tôi và muốn biết thêm thông tin chi tiết, vui lòng để lại tin nhắn tại đây, chúng tôi sẽ trả lời bạn ngay khi có thể

 Mạng IPv6 được hỗ trợ
Mạng IPv6 được hỗ trợ