Dính là một vấn đề phổ biến trong quá trình ép phun của chất đàn hồi dẻo nhiệt TPE / TPR / TPU / TPV. Vấn đề dính khá phổ biến khi độ cứng tương đối thấp, chẳng hạn như TPE / TPR / TPU thấp hơn 60A và TPV thấp hơn 40A. Có hai bộ phận chính xảy ra sự cố dính khuôn.
1. Chất dẻo đàn hồi nhiệt dẻo TPE / TPR / TPU / TPV dính ở dây chính
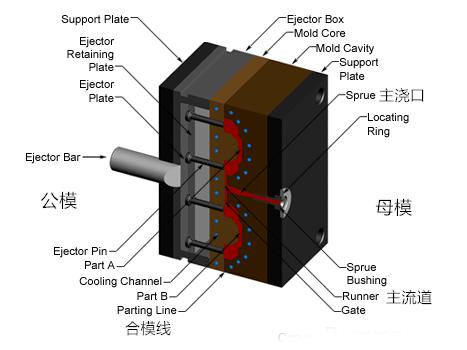
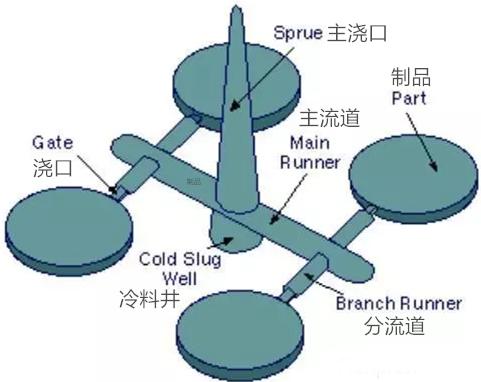
Bởi vì áp suất trong bộ chạy chính ở vị trí gần nhất với vòi phun là áp suất lớn nhất, nó dẫn đến sự co ngót vật liệu nhỏ nhất trong khu vực này và làm cho ma sát lớn hơn giữa vật liệu và thành bên trong của ống phun.
Các giải pháp như sau:
1.1. Vì tính chất đặc biệt của vật liệu đàn hồi dẻo nhiệt, bề mặt khuôn càng nhẵn thì lực hấp phụ càng lớn, do đó, việc thêm các đường phóng điện trong ống lót Sprue có thể làm giảm lực hấp phụ của bộ chạy. dòng phóng điện có thể thêm bằng quá trình phóng điện.
1.2. Chốt người chạy sử dụng hình dạng cắt xén của chốt người chạy để tăng lực kéo người chạy. Đừng lo lắng về việc người chạy sẽ không được đưa ra ngoài, vì nó là cao su mềm. Tất nhiên, góc của undercut có thể được thay đổi từ nhỏ. Lực kéo có thể không đủ nếu các chốt của con chạy có hình chữ Z khiến con chạy dính vào khuôn chính.
2. Sản phẩm phun nhựa dẻo nhiệt dẻo TPE / TPR / TPU / TPV dính vào khuôn
Xác suất xảy ra dính sản phẩm tiêm tương đối thấp hơn so với sản phẩm tiêm dính. Sản phẩm tiêm bị dính thường xảy ra khi góc kéo của khuôn đực quá lớn. Trong tình huống đó, nó có thể thêm các đường trong khuôn đực để ngăn các sản phẩm tiêm bị dính.
Các giải pháp như sau:
2.1. Khuôn đực càng được mài nhẵn bề mặt gương càng tốt để tăng lực hấp phụ.
2.2. Góc nháp của khuôn đực có thể được làm nhỏ một cách thích hợp.
2.3. Các xương sườn chéo có thể được thêm vào phần đầu của ống đựng;
2.4. Xem xét quá trình đúc khuôn, khuôn cái có thể được đặt ở nhiệt độ khuôn cao, và khuôn nam có thể được đặt ở nhiệt độ khuôn thấp;
2.5. Điều chỉnh công thức của vật liệu đàn hồi dẻo nhiệt dẻo và hạ nhiệt độ xử lý phun;
2.6. Giảm áp lực giữ;
2.7. Bơm chất giải phóng vào lòng khuôn trước khi đổ khuôn.
Thông thường sản phẩm bị dính là dính vào khuôn cái. Nhưng đôi khi do nguyên liệu, cài đặt thông số quy trình hoặc lý do thiết kế khuôn, sản phẩm sẽ dính vào khuôn nam (ví dụ: khuôn nam có lực hấp phụ lớn), rất khó phân hủy và sản phẩm thậm chí có thể bị biến dạng hoặc hư hỏng. . Ngoài ra, có thể do áp suất giữ cao. Đối với các loại đàn hồi nhiệt dẻo có độ cứng trung bình trở lên, độ sâu của các đường vân tăng lên sẽ dễ bị dính khuôn.
3. Điều chỉnh công thức của chất đàn hồi dẻo nhiệt để giải quyết vấn đề dính
3.1. Tăng chất bôi trơn bên ngoài như silicone, axit oleic amide, erucamide, EBS, v.v.o trong vật liệu đàn hồi dẻo nhiệt dẻo ,;
3.2. Giảm việc bổ sung dầu làm mềm;
3.3. Tăng nhiệt độ kết tinh và tốc độ kết tinh của nguyên liệu pha liên tục;
3.4. Thêm chất độn nếu khả thi.
Nguyên nhân | Phương pháp điều trị |
Áp suất phun hoặc nhiệt độ thùng nóng chảy quá cao | Giảm áp suất phun hoặc nhiệt độ thùng làm tan chảy |
Thời gian giữ áp suất quá lâu | Giảm áp lực giữ thời gian |
Làm mát không đủ | Tăng thời gian chu kỳ làm mát |
Nhiệt độ khuôn quá cao hoặc quá thấp | Điều chỉnh nhiệt độ khuôn và nhiệt độ tương đối trên cả hai mặt |
Có các rãnh tháo khuôn trong khuôn | Sửa chữa khuôn để loại bỏ vát mép |
Đầu vào khuôn không cân bằng | Hạn chế dòng chảy của nguyên liệu thô, càng gần kênh chính càng tốt |
Thiết kế ống xả khuôn kém | Thiết lập lỗ thông hơi hợp lý |
Sự di lệch của lõi khuôn | Điều chỉnh lõi khuôn |
Bề mặt khuôn quá nhẵn | Cải thiện bề mặt khuôn |
Thiếu tác nhân phát hành | Khi nó không ảnh hưởng đến quá trình xử lý thứ cấp, hãy sử dụng tác nhân phát hành |
Địa chỉ email
koslen@163.comSố liên lạc
18900373733Địa chỉ
Petrochemical light industry community,Wangchuan Town,Hui an County



Nếu Bạn quan tâm đến sản phẩm của chúng tôi và muốn biết thêm thông tin chi tiết, vui lòng để lại tin nhắn tại đây, chúng tôi sẽ trả lời bạn ngay khi có thể

 Mạng IPv6 được hỗ trợ
Mạng IPv6 được hỗ trợ